

Vacuum is one of those topics that sits quietly underneath almost everything in microfabrication: it’s not the “product,” but it often determines whether the product is clean, repeatable, and physically possible. In deposition tools (evaporation, sputtering), ion implantation sources, analytics, and even some cleaning steps, vacuum is how we (1) remove unwanted molecules (especially water vapor) and (2) control how far atoms can travel without collisions.
I’m writing this module as an electronics engineer, in the same spirit as From Sand to Silicon: not to memorize pump models, but to keep the end-to-end story coherent. We have to go through pressure regimes, mean free path, chamber geometry, materials/outgassing, and why real tools are staged systems rather than “one magic pump.”
But vacuum is not “just a semiconductor thing.” Many MedTech products and disposable components depend on vacuum-enabled steps too, whether that’s creating thin films on sensors, forming microstructures, degassing polymers, or achieving packaging integrity at scale. The same physics shows up again: contamination control, controlled transport, and repeatability.
🧭TL;DR Vacuum is a process condition created by a system (surfaces + geometry + pumps + plumbing + gauges + sequencing) that you tune to get repeatable film chemistry, plasma behavior, transport, and cleanliness. There is no single spec or a single pump that can get you there.
Vacuum in clean manufacturing is mainly about contamination control (especially water) and collision control (mean free path). As pressure drops, mean free path increases, surfaces and outgassing start to dominate, and chamber geometry and line conductance become the bottleneck. Pumps and gauges are chosen by pressure regime, and real vacuum performance is a system problem across microelectronics and vacuum-dependent MedTech manufacturing steps (cleanrooms, coatings, microstructures, and sterile barrier packaging).
✍️How to read this post Skim the headings first. Then come back to the pump and gauge sections when you need a mental model for “what changes” as you move from rough → medium → high vacuum.

Why vacuum
In practice, vacuum work is a repeated ritual:
- Start at atmospheric pressure
- Pump down to a target pressure
- Run a process in a defined pressure regime
- Vent, unload, repeat
The “why” behind vacuum in cleanroom tools usually collapses to two big motivations:
Contamination (water)
Even when “air” isn’t the main concern, water is. Water sticks to chamber walls, slowly desorbs, and becomes the background gas that:
- reacts with surfaces
- oxidizes or poisons films
- changes plasma chemistry
- adds variability between runs
Good vacuum is less about removing air and more about removing water and other reactive background species that silently change surface chemistry and run-to-run repeatability.
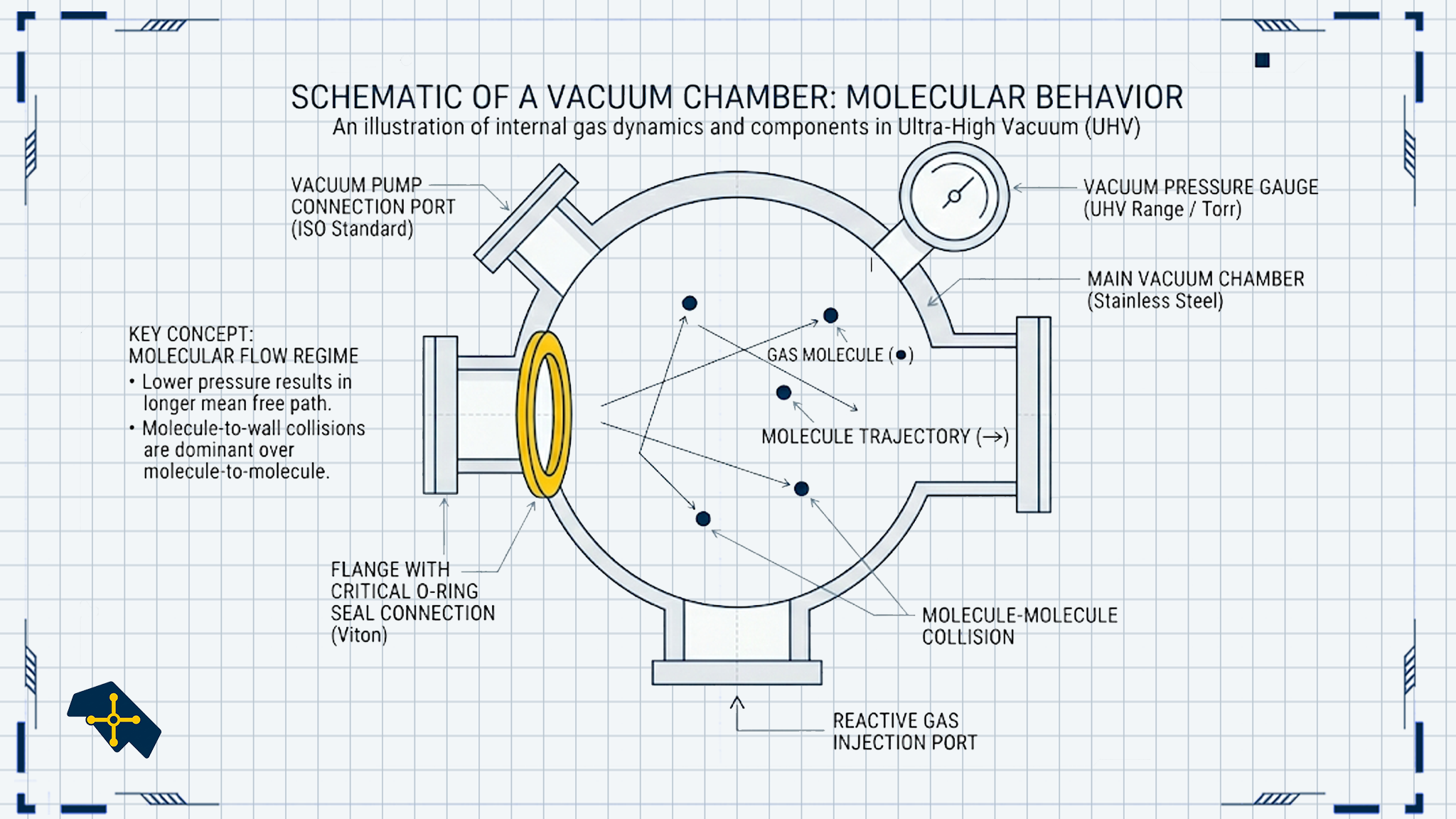
Mean free path (λ)
The key concept in vacuum science is mean free path (λ): the average distance a molecule travels before it collides with another molecule.
- As pressure drops, λ increases.
- When λ is long compared to your chamber dimensions, atoms and molecules can travel in straighter lines with fewer randomizing collisions.
That matters directly for deposition. For example, in an evaporator, if pressure is too high, vapor atoms collide with residual gas, it can cluster, and “fall out” as dust, coating the chamber instead of the wafer.
Geometry matters
A bigger chamber is not automatically better:
- More surface area means more places for water to adsorb.
- More volume and longer internal paths can make pump-down slower.
- At low pressures, pumping becomes a game of probability: molecules bounce, stick, and re-emit; they “find” the pump inlet when they happen to wander there.
🔑 Key takeaways
- Vacuum is primarily about contamination control (especially water) and collision control (mean free path).
- As pressure drops, mean free path increases, enabling cleaner line-of-sight transport in deposition.
- In low-pressure regimes, geometry + surfaces (adsorption/desorption) strongly influence pump-down time and repeatability.
Units & regimes
In the US, vacuum is usually discussed in Torr, and in practice most cleanroom discussions move quickly into mTorr. A useful mental model is to think in regimes, because (1) gas behavior changes with pressure and (2) pumps and gauges only work well over certain ranges.
Units (practical quick map)
- 1 atm ≈ 760 Torr
- In many cleanroom tool conversations, you’ll also hear “micron” used as a pressure unit: 1 micron = 1 mTorr
- Converting to SI when you need it: 1 Torr ≈ 133.32 Pascals (Pa)
Regimes are really about flow physics
- Viscous (continuum) flow: molecules collide with each other often → flow feels “directional,” like fluid being pulled through plumbing.
- Molecular flow: molecules collide with surfaces more than each other → motion is random, and pumping becomes a probability + geometry problem.
One common engineering split (often expressed in mbar in vacuum handbooks) is:
- Rough vacuum: ~1000–1 mbar (≈ 760–0.75 Torr)
- Medium vacuum: ~1–10⁻³ mbar (≈ 0.75–7.5×10⁻⁴ Torr)
- High vacuum: ~10⁻³–10⁻⁷ mbar (≈ 7.5×10⁻⁴–7.5×10⁻⁸ Torr)
- Ultra-high vacuum (UHV): below ~10⁻⁷ mbar
Don’t obsess over the exact breakpoints; the key is that flow behavior, materials/outgassing, and instrument choice shift dramatically as you move down.
Rough vacuum
- From atmosphere down to roughly the Torr range (often described as down to ~1000 mTorr)
- Gas behaves more “directional,” almost like a fluid you can “pull” through a line
This is where your first-stage mechanical pumps do most of the heavy lifting (classic example: rotary vane roughing pumps).
Medium vacuum

Moving below the rough regime, flow becomes less directional and more random. Pumping becomes limited by:
- chamber geometry / surface area
- conductance of lines and valves (how easily gas can “get out”)
- inlet size (the “doorway” out of the room)
This is the regime where the “fast pump fixes everything” intuition breaks: in molecular flow, a pump can only remove molecules that actually reach its inlet.
Conductance intuition (the doorway analogy)
- In molecular flow, molecules bounce around the chamber and only escape when they happen to find the inlet.
- A bigger inlet / shorter, wider lines increases the probability that a molecule reaches the pump before re-adsorbing onto a surface (especially water).
- This is why big chambers need proportionally big ports and valves; otherwise pump-down becomes slow regardless of pump nameplate speed.
If the chamber-to-pump path has low conductance, the effective pumping speed at the chamber can be far lower than the pump’s datasheet value.
The equation behind the intuition (effective pumping speed)
Even if a pump has a high pumping speed , the chamber “sees” a lower effective speed when plumbing limits conductance :
This is why vacuum systems so often behave like “the plumbing wins” in the molecular-flow regime.
High vs UHV
As pressures get very low, the chamber itself becomes a gas source:
- hydrogen and other species can outgas from metals
- polymers become unacceptable because gases permeate through them
- water becomes persistent unless you bake the chamber
Materials + seals shift with vacuum level:
- HV (high vacuum): aluminum or stainless chambers; often bakeable around ~200°C to drive off water; polymer O-rings may still be used depending on requirements and leak-rate tolerance.
- UHV (ultra-high vacuum): the rules tighten:
- minimize polymer permeation/outgassing → move toward metal seals (e.g., copper gaskets, often OFE copper)
- higher bake capability (often hundreds of °C, system-dependent)
- material quality and fabrication methods matter more (e.g., low-porosity vacuum-grade metals and tubing)
Pumping
A clean unifying idea: vacuum pumps do not “create emptiness.” They move gas by taking:
- low pressure at the inlet (the chamber side)
- and delivering a higher pressure at the outlet
Each pump technology is optimized for different inlet pressures, and in real systems pumps are often staged (a roughing pump backing a high-vacuum pump).
Ultimate pressure (what “base pressure” is limited by)
The lowest pressure you can reach in a real chamber depends on more than pump size:
- pump limitations (e.g., vapor pressure of pump fluids in oil-sealed systems)
- leaks (real leaks and virtual leaks)
- outgassing/desorption from chamber walls, fixtures, and trapped volumes
That’s why “ultimate pressure” is always a system outcome, not just a pump spec.
🔑 Key takeaways
- Vacuum shows up in MedTech as a process enabler (coatings, degassing, microfeatures, packaging/leak testing).
- Treat vacuum steps as CTQ: define intent, control inputs, and capture objective evidence.
MedTech lens
If you work in MedTech, “vacuum” may not be part of the product requirements on paper, but it’s often embedded in the manufacturing route and in the objective evidence you need for repeatable quality.

Common patterns:
- Thin films on sensors and electrodes (sputtering/evaporation): coatings for implantables and external devices (e.g., adhesion layers, conductive films, barrier layers). The vacuum story here is mostly about mean free path and contamination, because film chemistry and interfaces are sensitive to residual water and oxygen.
- Vacuum-assisted polymer processing: degassing silicone, urethanes, epoxies, and potting compounds to reduce voids/bubbles. Especially important when bubbles become leak paths, optical defects, or fatigue initiators.
- Porous structures and microfeatures: processes that rely on controlled gas removal or controlled transport through small features (the “conductance” lesson shows up again when channels get narrow).
- Sterile barrier packaging and seal integrity: vacuum (or vacuum + inert backfill) is used in some packaging workflows to manage headspace, moisture, and leak testing. Even when the final package is “not vacuum packed,” vacuum-based testing and handling can be part of the production and release flow.
In regulated environments, the practical question is: what vacuum-dependent steps are critical to quality (CTQ), what are the failure modes, and what evidence do we collect to keep the process controlled over time?
🔑 Key takeaways
- Vacuum shows up in MedTech as a process enabler (coatings, degassing, microfeatures, packaging/leak testing).
- Treat vacuum steps as CTQ: define intent, control inputs, and capture objective evidence.
Roughing pumps
Rotary vane
A “fundamentally simple” mechanical pump: a vane pump.
- Operates from atmosphere down to about ~10 mTorr (order-of-magnitude)
- Uses an eccentric rotor and sliding vanes to trap, compress, and expel gas
- It’s a workhorse: durable, common, and relatively affordable compared to high-vacuum pumps
Why oil matters (and why it can be a problem):
- The vane-to-body seal relies on oil for both lubrication and sealing
- Some processes react with standard oils, forming contamination (“gunk”)
- Corrosive/oxygen-service or chemically demanding use cases may require specialized oils (e.g., PFPE “liquid Teflon”-type fluids in some applications)

Backstreaming
Oil-sealed pumps can contribute to backstreaming risk (oil vapor migrating back toward the chamber) if not managed correctly. One of the reasons clean high-vacuum systems often include traps, baffles, or different pump choices.
❗ Warning – Oil-sealed roughing pumps can contaminate upstream hardware via backstreaming unless traps/baffles/valving are appropriate.
Gas ballast
When pressure drops, some vapors can condense. Ballasting introduces a small amount of gas (often nitrogen) to reduce condensation inside the pump.
Roots booster

A roots pump does not replace the vane pump; it boosts pumping speed in the pressure region where that is effective.
- No oil used to seal the lobes in the pumping path (in typical dry roots blower designs)
- Often used for fast pump-down from atmosphere into the lower rough/medium range
- Typically paired with a vane pump (“backing pump”)
Turbomolecular pump
A turbomolecular pump looks like a jet engine cross-section for a reason: it uses very high-speed rotating blades to impart momentum to gas molecules.
- Very high RPM (tens of thousands)
- Multiple stages (each rotor/stator set acts like a pumping stage)
- Often uses magnetic bearings (to reduce mechanical wear)
- Long lifetimes are possible when operated correctly
Critical practical constraint: heat + tight tolerances
❗ Warning – Turbos are high-speed, tight-tolerance machines: wrong sequencing/backing pressure, overheating, or debris can cause catastrophic failure.

At these RPMs and clearances, heating can cause rotor-to-stator contact—catastrophic failure. That’s why turbo pump operation is coupled to:
- correct backing pressure
- proper cooling and sequencing
- careful handling (foreign objects are not forgiven)
🔑 Key takeaways
- Turbos pump by momentum transfer across multiple stages.
- They need correct backing pressure, cooling, and handling.
Diffusion pump
Diffusion pumps are less common in modern teaching labs, but they illustrate an important concept: you can pump with no moving mechanical parts inside the vacuum region.
❗ Warning – Diffusion pumps can have serious safety risks under air leaks (combustion/fire risk depending on fluid and conditions).

Conceptual model:
- Can reach high vacuum with no moving parts in the vacuum region.
- Tradeoffs: contamination/cleanliness burden and stricter safety/ops discipline.
- Vapor condenses on cooled walls, carrying dissolved gas downward
🔑 Key takeaways
Why people still talk about them:
- They can be mechanically tolerant (debris won’t instantly destroy a rotor like a turbo)
- But they have operational risks and can be messy
- A major safety concern described: if there is a leak admitting air, combustion inside the pump can occur without obvious immediate indicators
🔑 Key takeaways
- Can reach high vacuum with no moving parts in the vacuum region.
- Tradeoffs: contamination/cleanliness burden and stricter safety/ops discipline.
Cryopumps
Cryopumps are a different philosophy: rather than continuously compressing gas to an outlet stream, they capture molecules by making them stick to very cold surfaces.
❗ Warning – Cryopumps saturate and require planned regeneration; performance can drift if regeneration is deferred.

Concept:
- The cryopump uses a cryo-compressor (a refrigerator cycle) with helium as the working gas
- A cold head reaches very low temperatures (often on the order of tens of kelvin)
- Most gases landing on cold surfaces lose energy and remain trapped
The exception and the workaround:
- Cryopumps pump by capturing molecules on cold surfaces.
- H₂/He need adsorption aids (e.g., charcoal) more than simple freezing.
🔑 Key takeaways
Operational reality: regeneration
Cryopumps “fill up.” Periodically they must be warmed and pumped out (regenerated) to remove the trapped gases, then cooled again.
🔑 Key takeaways
- Cryopumps pump by capturing molecules on cold surfaces.
- H₂/He need adsorption aids (e.g., charcoal) more than simple freezing.
Gauges
Vacuum without measurement is superstition. But gauges have limited operating ranges; a “universal” gauge is usually multiple gauges plus software.
❗ Warning – Gauges have valid operating ranges. A “universal” gauge is often multiple sensors + software, and outside range the number can be misleading.

Capacitance manometer
This gauge measures pressure via mechanical deflection:
- A diaphragm deflects under pressure
- Deflection changes capacitance
- Electronics convert capacitance to pressure
Why it’s useful:
- Electrons from a filament ionize residual gas
- Ions are collected, current is measured and converted to pressure
Ion gauges
Ion gauges infer pressure by creating ions and measuring ion current:
- Electrons from a filament ionize residual gas
- Ions are collected, current is measured and converted to pressure
Two variants discussed:
- Hot cathode (Bayard–Alpert / ionization gauge): uses a heated filament to emit electrons
- Cold cathode (Penning / magnetron): uses high voltage to generate a plasma; no hot filament required
At very low pressures, you’re effectively counting “how many molecules are left” by how many ions you can produce and collect. In vacuum, the same chamber can show different readings depending on gauge type, gas species, and placement (local pressure gradients and conductance effects are real).
🔑 Key takeaways
- Measurement is staged just like pumping: capacitance manometers (direct, gas-insensitive) + ion gauges (very low pressures) cover most needs.
- Control requires both the right gauge type and the right placement.
Vacuum is a system
A practical conclusion: vacuum performance is shaped by the whole system:
- chamber material and cleanliness (outgassing, water adsorption)
- seal choice (O-rings vs metal gaskets)
- bake capability
- line conductance and inlet size
- pump staging and sequencing
- gauge selection and placement
The “best” vacuum is always lower pressure, until cost, time, and complexity dominate. In the cleanroom, the correct answer is usually: the lowest pressure that is necessary to meet the process physics, and no lower.
From a MedTech manufacturing perspective, this also maps cleanly to “design controls thinking”:
- Define the intended outcome of the vacuum step (remove moisture, enable coating physics, remove bubbles, verify seal integrity).
- Identify process inputs that materially drive the outcome (base pressure, pump-down time, gas purity, bake conditions, material handling, tool cleanliness, gauge placement).
- Define acceptance criteria and objective evidence (process monitoring, leak test limits, coating thickness/adhesion evidence, residual gas/moisture controls, lot-to-lot capability).
- Put changes (maintenance, pump swaps, recipe changes, material changes) under change control, because vacuum systems are sensitive to small configuration shifts.
🔑 Key takeaways
- Vacuum performance is dominated by the system: surfaces, seals, cleanliness, conductance, staging, and instrumentation.
- Aim for the lowest pressure that meets the process, not the lowest possible.
Synthesis
Vacuum is where physics turns into hardware decisions:
- Pressure sets mean free path, which sets whether atoms travel cleanly or collide and contaminate.
- The chamber and its surfaces become part of the process (outgassing and adsorption dominate at low pressures).
- Pump choice is about matching regime (rough → medium → high → ultra-high) and constraints (contamination tolerance, speed, cost, risk).
- Gauges matter because you can’t control what you can’t measure.
Once you internalize “mean free path + probability + outgassing,” vacuum stops being a set of confusing gadgets and becomes a coherent engineering story.
🔑 Key takeaways
- Vacuum matters because it controls what’s in the chamber (contamination, especially water) and how particles travel (mean free path → collisions).
- In rough vacuum, pump “horsepower” and plumbing feel intuitive; in molecular flow, conductance and geometry dominate.
- At low pressures, the chamber is part of the gas load: outgassing + adsorption/desorption can dominate pump-down time and base pressure.
- Real tools are staged: roughing + backing + high-vacuum pumping, and measurement is staged too (multiple gauges).
- “Best vacuum” is rarely “lowest possible”, it’s lowest necessary for the process physics, within cost/time/complexity constraints.
Glossary (terms and acronyms)
- Backstreaming: Unwanted migration of pump oil vapor or contaminants back toward the chamber.
- Conductance: How easily gas flows through a line/valve/inlet; a geometry-limited “throughput” concept that dominates in molecular flow.
- Cryopump: High-vacuum pump that captures gas on cryogenically cooled surfaces (entrapment) rather than continuously exhausting it.
- Desorption: Molecules leaving a surface after being adsorbed (e.g., water leaving chamber walls during pump-down/bake).
- Diffusion pump: Pump that uses high-speed vapor jets (pump fluid) to entrain and compress gas toward an outlet.
- Gas ballast: Introduced gas (often N₂) to reduce condensation inside mechanical pumps.
- Gauge: Instrument used to measure pressure; different gauge types work over different ranges.
- HV (High Vacuum): Very low pressure regime (exact range depends on context); often requires better materials, cleanliness, and sometimes baking.
- Ionization gauge: Low-pressure gauge that ionizes gas molecules and measures ion current to infer pressure.
- Mean free path (λ): Average distance a molecule travels between collisions; increases as pressure decreases.
- mTorr: Millitorr; 1/1000 of a Torr.
- Molecular flow: Gas regime where molecules travel and collide primarily with surfaces; motion becomes random and pumping is probability/geometry-limited.
- Outgassing: Release of trapped or adsorbed gases from materials into the vacuum volume.
- Penning gauge: Cold cathode ionization gauge variant using high voltage and magnetic field to sustain a discharge.
- Rough vacuum: Higher pressure vacuum regime where viscous flow dominates and mechanical pumps are effective.
- Rotary vane pump: Oil-sealed mechanical pump commonly used for roughing from atmosphere down to low mTorr range.
- Roots pump: Lobe-style pump often used as a booster in series with a backing pump to increase pumping speed in a targeted pressure range.
- Torr: Pressure unit commonly used in vacuum technology (760 Torr ≈ 1 atm).
- Turbo (turbomolecular pump): High-vacuum pump using high-speed blades to transfer momentum to molecules and compress gas toward the outlet.
- UHV (Ultra-High Vacuum): Extremely low pressure regime; typically requires metal seals, special materials, and high-temperature baking.
- Viscous flow: Gas regime where molecules collide frequently and behave more like a continuous fluid.







Leave a Reply